+86-15031821201

-


-


-


-
-


WhatsApp

-
WeChat


мешочный фильтр нержавеющая сталь
Когда говорят про мешочный фильтр нержавеющая сталь, многие сразу представляют себе просто корпус из нержавейки и тканевый мешок внутри. Но тут кроется первый подводный камень — сама по себе нержавеющая сталь для корпуса ещё не гарантирует надёжности. Важно, какая именно марка, как выполнена сварка швов, какая конструкция баскета (корзины) для поддержки мешка. Часто заказчики, особенно на старте, фокусируются только на цене за килограмм стали, а потом удивляются, почему на стыках появляются следы коррозии в агрессивной среде или почему мешок рвётся не от загрязнений, а от неправильной опоры. Сам сталкивался с этим, когда лет десять назад мы поставили партию фильтров на одно химическое предприятие — корпуса были из AISI 304, но сварные швы не прошли должную пассивацию. Через полгода пошли точечные очаги. Пришлось разбирать, переделывать, нести убытки. С тех пор всегда уточняю у технологов среду: температура, pH, наличие хлоридов. Для многих процессов, особенно с горячими растворами или морской водой, 304-я может не подойти, нужна 316L или даже дуплексные стали. Но и это не панацея.
Конструкция — где чаще всего ошибаются
Основная ошибка при выборе или проектировании — недооценка важности баскета. Это не просто ?сетка?, которая держит мешок. Если ячейки слишком крупные, мешок под давлением может провиснуть или деформироваться, что резко снижает эффективность фильтрации и ведёт к преждевременному разрыву. Если слишком мелкие и с острыми кромками — они трут ткань, действуя как абразив. Идеальный вариант — баскет из нержавеющей проволоки с полированной поверхностью и ячейкой, подобранной под размер и материал конкретного фильтровального мешка. Кстати, о мешках. Их совместимость с корпусом — отдельная тема. Универсальных решений нет. Для тонкой очистки от мелких частиц нужен плотный тканевый мешок на многониточном каркасе, но он создаёт высокое перепадное давление. Если система не рассчитана на такое, насос может не справиться или произойдёт тот самый разрыв в самый неподходящий момент.
В практике был случай на лакокрасочном производстве. Заказчик жаловался на частую замену мешков. Приехали, посмотрели — баскет был стандартный, из перфорированного листа с острыми (хоть и завальцованными) краями отверстий. Мешки из полиэстера истирались в этих точках за 2-3 цикла. Решение оказалось относительно простым: заказали баскеты из сварной сетки с ячейкой 10х10 мм, кромки всех проволок дополнительно отполировали вручную. Ресурс мешков вырос в разы. Это к вопросу о том, что иногда нужно смотреть не только на основной материал корпуса, но и на такие, казалось бы, второстепенные элементы.
Ещё один момент — уплотнения. Часто ставят стандартные EPDM или NBR манжеты, не учитывая температуру или химический состав среды. Для высокотемпературных процессов с минеральными маслами, например, EPDM быстро дубеет и теряет эластичность. Тут нужен фторкаучук (FKM), но он и дороже. Объясняешь заказчику — иногда понимают, иногда выбирают дешевле, а потом снова вызывают на замену. В общем, конструкция мешочного фильтра — это всегда компромисс между стоимостью, долговечностью и конкретными технологическими условиями. Готовых решений из каталога часто недостаточно.
Производственные реалии и контроль качества
Сейчас на рынке много предложений, особенно из Азии. Цены привлекательные, но качество может плавать от партии к партии. Работая с разными поставщиками, в том числе анализируя продукцию, которая приходит к нам на доработку или ремонт, вижу типичные проблемы. Например, экономия на толщине стенки корпуса. По чертежу должно быть 3 мм, а по факту 2.8 или даже 2.5. Под давлением в 6-7 бар такой корпус может ?подышать?, что не критично для прочности, но плохо для стабильности работы и безопасности соединений. Или внутренняя полировка. Для пищевой и фармацевтической отраслей это must-have, но часто делают чисто символически, лишь бы блестело. А потом в микротрещинах и царапинах скапливается бактериальная плёнка.
У нашего предприятия, ООО Хэбэй Ханьдинлун Технолоджи, специализация — металлические фильтры и материалы. Мы изготавливаем свечные, корзинные и мешочные фильтры. Поэтому контроль на этапе резки, сварки и финишной обработки для нас ключевой. Каждый сварной шов на корпусе из нержавейки проверяется визуально, а на ответственные изделия — ещё и капиллярным методом (цветной дефектоскопией). Пассивация кислотой — обязательный этап для удаления свободного железа с поверхности. Без этого даже самая хорошая сталь может ржаветь. Информацию о наших стандартах и подходах можно найти на https://www.hbhdl.ru. Но, честно говоря, не все клиенты готовы платить за этот уровень контроля. Часто просят ?проще и дешевле?. И тут уже наша задача — объяснить риски.
Из личного опыта: делали как-то фильтр для системы очистки горячего конденсата на ТЭЦ. Среда — почти дистиллированная вода, но температура под 95°C. Заказчик изначально хотел сэкономить и взять модель с уплотнениями из обычной резины. Уговорили на EPDM для высоких температур. После полугода работы он всё же позвонил и сказал, что уплотнения начали ?плыть?. Разобрались — оказалось, в воде периодически появлялись следы щёлочи при промывках оборудования станции, на что изначально техзадание не указало. Пришлось менять на фторкаучук. Вывод: даже самое тщательное проектирование может споткнуться о неполные входные данные от заказчика.
Подбор мешка — отдельная наука
Корпус — это одно, а сердце системы — фильтровальный мешок. И его материал должен быть подобран именно под задачу. Полиэстер, полипропилен, нейлон, PTFE — у каждого свои пределы по температуре, pH, устойчивости к маслам и растворителям. Частая ошибка — использовать полипропиленовый мешок для фильтрации щелочных растворов с температурой выше 70°C. Он просто ?сварится? и потеряет прочность. Или наоборот, ставить дорогой мешок из PTFE там, где достаточно полиэстера, и переплачивать в разы.
Важен и способ изготовления мешка. Иглопробивной нетканый материал хорош для улавливания липких или гелеобразных загрязнений, он имеет глубинную фильтрацию. Тканый материал — для чёткого отсева частиц определённого размера, это поверхностная фильтрация. Если перепутать, либо грязь забьёт мешок за пять минут, либо мелкие частицы пройдут насквозь. Однажды на мясоперерабатывающем комбинате пытались фильтровать бульон от жира и мелких костных частиц через тканый полиэстер. Мешок забивался жиром мгновенно. Перешли на иглопробивной полипропилен с антипригарной пропиткой — проблема решилась, ресурс увеличился с одной смены до недели.
Ещё нюанс — абсолютный рейтинг фильтрации (в микронах), который указывают производители мешков. К нему нужно относиться с пониманием. ?Абсолютный 25 мкм? — это значит, что 98-99% частиц такого размера будут задержаны. Но всегда есть вероятность проскока более мелких частиц или, наоборот, задержки более крупных из-за образования слоя осадка. Это не недостаток, а особенность технологии. Важно правильно объяснить это технологам на производстве, чтобы не было необоснованных претензий.
Монтаж и эксплуатация — где ломается даже хорошее оборудование
Можно сделать идеальный фильтр из правильной стали, но если его неправильно установить или эксплуатировать, проблем не избежать. Банальная, но частая ошибка — перетягивание прижимной крышки. Из желания ?чтобы не текло? монтажники закручивают болты до предела. Это ведёт к деформации уплотнения, повреждению фланца или самой крышки. Постепенно появляется течь, которую пытаются устранить, затягивая ещё сильнее, — и круг замыкается. В инструкциях всегда указываем момент затяжки, но редко кто его проверяет динамометрическим ключом.
Другая проблема — отсутствие байпасной линии или манометров для контроля перепада давления. Фильтр работает ?вслепую?. Мешок забивается, перепад растёт, насос работает на износ, пока мешок не порвётся или не сработает предохранительный клапан. Элементарная установка двух манометров — на входе и выходе — даёт оператору понимание, когда пора менять мешок. Это продлевает жизнь всей системе.
Был показательный инцидент на небольшом заводе по производству напитков. Фильтр стоял в труднодоступном месте, обслуживающий персонал менял мешки реже, чем нужно, просто потому, что было неудобно. В итоге разрыв мешка привёл к попаданию угольного осадка (использовали мешки с угольной пропиткой) в продуктную линию. Убытки на очистку трубопроводов и потери продукта превысили стоимость годового запаса мешков. После этого пересмотрели схему размещения и ввели строгий график ТО. Иногда самые простые организационные моменты влияют на надёжность больше, чем качество стали.
Перспективы и субъективные размышления
Куда движется технология? Вижу тенденцию к более умным системам. Датчики дифференциального давления с выводом данных на диспетчерский пульт, системы автоматической обратной промывки для некоторых типов мешков (хотя это больше для сетчатых фильтров), использование комбинированных решений — например, мешочный фильтр как предварительная ступень перед свечным фильтром тонкой очистки. Материалы тоже не стоят на месте. Появляются новые мембранные покрытия для мешков, повышающие гидрофобность или химическую стойкость.
Но, по моему мнению, главный тренд — не в технологических прорывах, а в осознанном подходе. Всё больше инженеров и технологов хотят не просто купить ?фильтр из нержавейки?, а разобраться в процессе, подобрать оптимальное решение под свои конкретные условия. Это радует. Потому что даже самый лучший фильтр, как инструмент, бесполезен, если его используют не по назначению.
Если резюмировать мой опыт, то ключевое в теме мешочный фильтр нержавеющая сталь — это системность. Нельзя рассматривать корпус отдельно от мешка, мешок отдельно от среды, среду отдельно от условий эксплуатации. Это единый узел, отказ которого может остановить всю линию. Поэтому диалог между производителем фильтра и заказчиком на этапе подбора так важен. Нужно задавать много вопросов, иногда даже тех, которые заказчик сам не рассматривал. И, возвращаясь к началу, нержавеющая сталь в названии — это лишь отправная точка, за которой скрывается целый мир инженерных и технологических нюансов. О которых, к счастью, всё чаще начинают задумываться.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Полипропиленовый фильтрующий элемент
Полипропиленовый фильтрующий элемент -
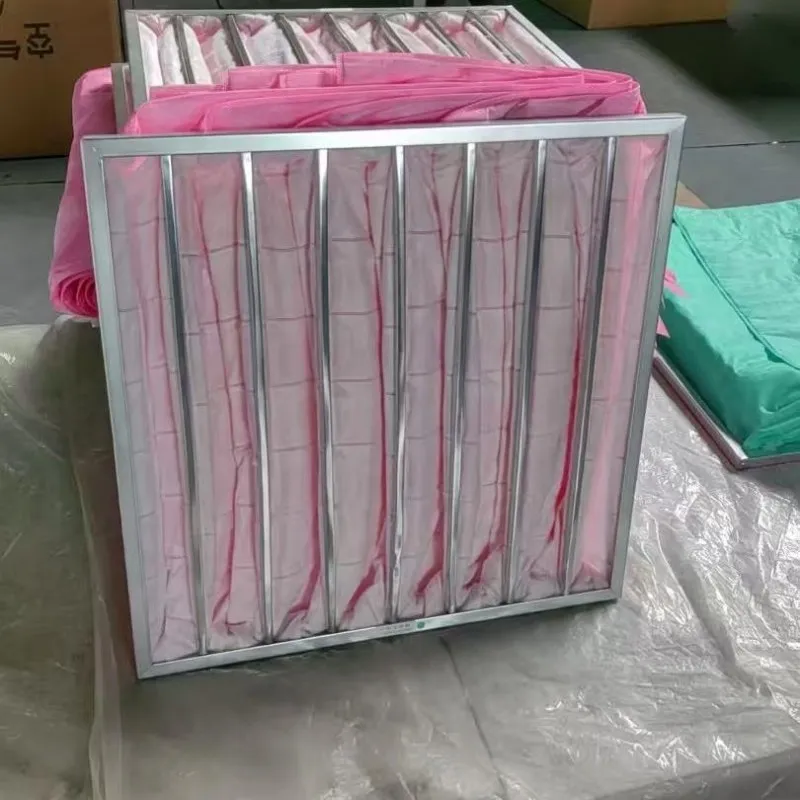 Фильтр средней очистки
Фильтр средней очистки -
 Порошковые спеченные изделия на заказ
Порошковые спеченные изделия на заказ -
 Мешочный фильтр в нержавеющем корпусе (дизель/бензин)
Мешочный фильтр в нержавеющем корпусе (дизель/бензин) -
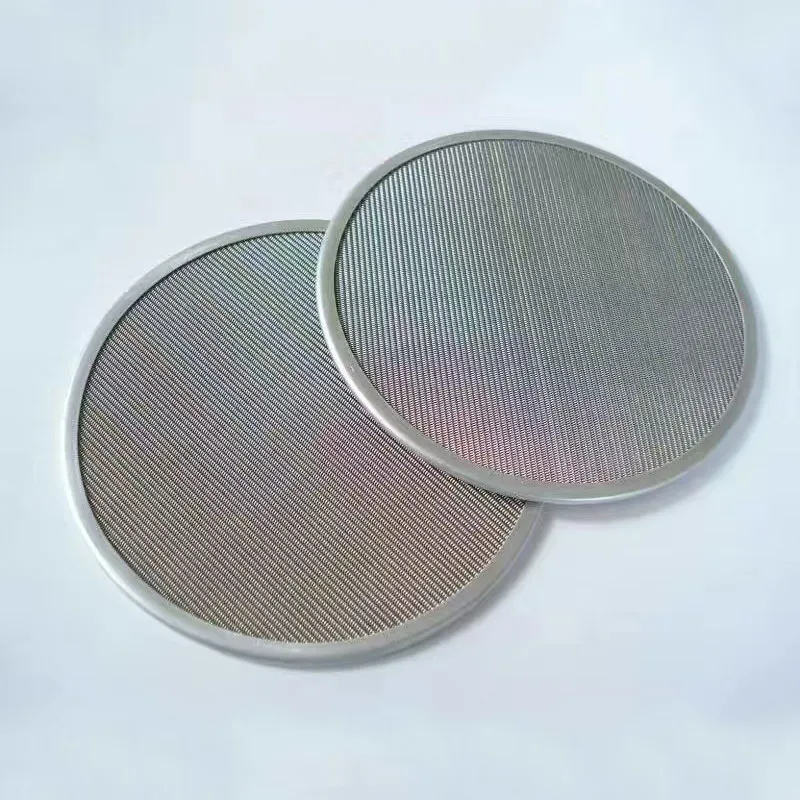 Пластины из проволочной сетки
Пластины из проволочной сетки -
 Перфорированные сетки из нержавеющей стали
Перфорированные сетки из нержавеющей стали -
 Колесо из полиуретана
Колесо из полиуретана -
 Порошковый спеченный аэрационная головка
Порошковый спеченный аэрационная головка -
 Самоочищающийся фильтр из нержавеющей стали
Самоочищающийся фильтр из нержавеющей стали -
 Фильтрующий элемент для удаления пыли из воздуха
Фильтрующий элемент для удаления пыли из воздуха -
 Порошковая спеченная пластина
Порошковая спеченная пластина -
 Фильтрующие колпачки и патроны из проволочной сетки
Фильтрующие колпачки и патроны из проволочной сетки
Связанный поиск
Связанный поиск- колесо поворотное 160мм для тележки
- подкатное колесо для прицепа поворотное
- колеса поворотные синие
- колесо поворотное scd63
- резиновые колеса для автомобиля
- Порошковый спеченный фильтрующий элемент из сплава Monel 400
- оси для полиуретановых колес
- пропускная способность воздушного фильтрующего элемента
- мешочные фильтры 5 мкм
- колеса полиуретановые восстановление