+86-15031821201

-


-


-


-
-


WhatsApp

-
WeChat


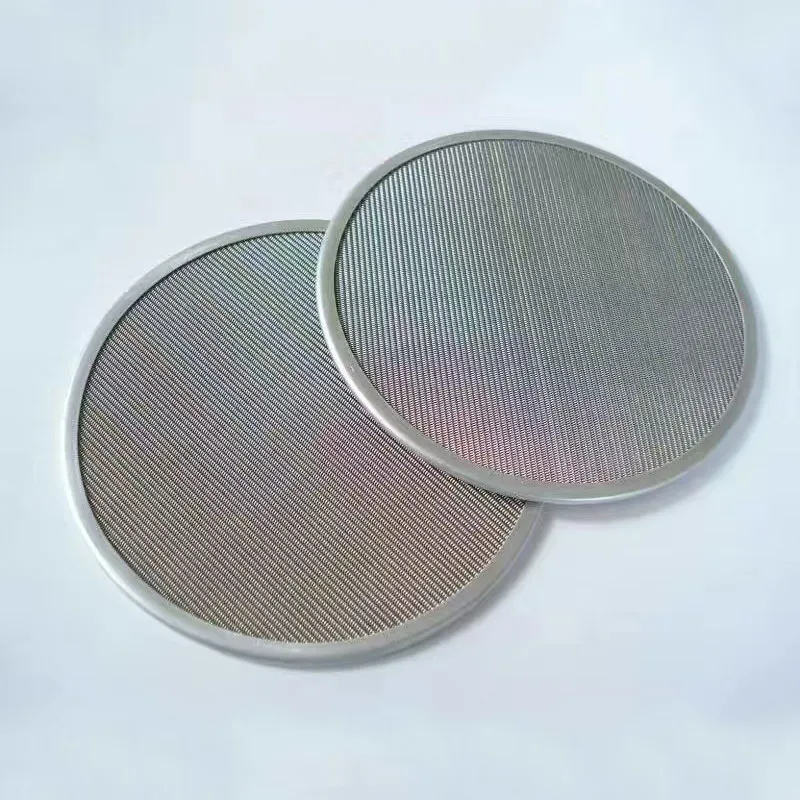
Порошковая спеченная пластина
Вот что сразу скажу — многие думают, что главное в порошковой спеченной пластине это материал, скажем, нержавейка 316L или титан. А на деле, куда важнее структура пор и воспроизводимость характеристик от партии к партии. Работая с фильтрами, не раз видел, как формально подходящая по сертификату пластина ведёт себя в системе совершенно неожиданно.
От порошка до пластины — где теряется контроль
Спекание — это не просто нагрев. Это история про температуру, время и атмосферу. Бывало, получали пластины с идеальной чистотою поверхности, но при первом же гидроимпульсном тесте в стенде — расслоение по краю. Оказалось, проблема в градиенте температуры в печи: центр и края спекались в разных режимах. Пришлось пересматривать всю конфигурацию поддонов.
Именно поэтому сейчас мы на производстве, например, в ООО Хэбэй Ханьдинлун Технолоджи, для ответственных заказов на свечные фильтры идём на усложнение процесса — используем изостатическое прессование порошка перед спеканием. Это даёт более однородную плотность заготовки. Но и это не панацея: если порошок перед прессованием недостаточно хорошо перемешан или имеет фракционный разброс, всё насмарку.
Замер пористости — отдельная песня. Лабораторные данные по образцу-кружку часто не отражают реальную картину на всей площади пластины. Мы внедрили выборочный контроль не менее трёх точек на каждой крупной пластине, особенно по краям. Это добавило работы, но резко снизило количество рекламаций по корзинным фильтрам, где площадь фильтрующей поверхности критична.
Сварка и конструкция — слабое звено хорошей пластины
Отличную порошковую спеченную пластину можно испортить варварской сваркой. Перегрев околошовной зоны — это гарантированное изменение структуры пор и появление микротрещин. Для мешочных фильтров это часто фатально, так как шов испытывает циклические нагрузки.
Мы перепробовали несколько методов: аргонодуговую, лазерную, даже электронно-лучевую в вакууме для титановых пластин. Вывод? Универсального решения нет. Для нержавеющих сталей часто оптимальна прецизионная лазерная сварка с минимальным тепловложением, но она требует идеальной подгонки кромок. А это опять упирается в стабильность геометрии самой пластины после спекания.
Конструкторы иногда требуют приварить усиливающий пояс прямо к фильтрующей поверхности — мол, прочность важнее. Приходится объяснять, что это убивает всю фильтрующую способность на этом участке. Лучше спроектировать крепление по периметру, вне активной зоны. Такие нюансы не найти в учебниках, только в практике и, увы, в прошлых ошибках.
Реальные кейсы и ?нестандартные? среды
Был заказ на фильтры для горячего конденсата в химическом синтезе. Пластины из порошкового никелевого сплава, всё по ГОСТу. Проработали полгода — начался рост перепада давления. Разборка показала не механический износ, а постепенное ?заращивание? пор из-за микрокристаллических отложений. Оказалось, в среде был компонент, который при определённой температуре и давлении начинал осаждаться именно в порах такого размера. Пришлось совместно с технологами заказчика подбирать другой диапазон номинальной фильтрации, жертвуя тонкостью очистки ради стабильности.
Другой пример — фильтрация расплавленных полимеров. Тут главный враг — термический удар при пуске системы. Пластина, нагретая до 280°C, должна выдерживать резкий скачок давления. Стандартные испытания на прочность на разрыв тут не показательны. Мы стали проводить циклические испытания на стенде, имитирующем реальный пуск-останов. Это позволило скорректировать режим отжига после спекания для повышения усталостной прочности. Подобные решения мы детально прорабатываем для каждого типа продукции, будь то сложные фильтрующие элементы или серийные свечные фильтры.
Взаимодействие с поставщиками и внутренний аудит
Раньше мы закупали готовые порошковые спеченные пластины у сторонних производителей. Качество плавало, а доказать вину поставщика было сложно — их протоколы испытаний всегда были в норме. Переломный момент наступил, когда из-за партии пластин с скрытой неоднородностью пришлось задерживать отгрузку крупной партии фильтров.
Теперь мы, как и многие производители, включая ООО Хэбэй Ханьдинлун Технолоджи, делаем ставку на собственный полный цикл контроля ключевых параметров. На сайте https://www.hbhdl.ru мы прямо указываем, что специализируемся на полном цикле — от подбора порошка до финального испытания готового фильтра. Это не маркетинг, а необходимость. Мы внедрили входящий контроль не только по сертификату, но и с выборочным разрушающим тестированием партии: проверяем не только чистоту отсева, но и структуру пор на сканирующем микроскопе.
Это дороже, но полностью окупается. Мы теперь можем точно сказать заказчику, например, для какого типа корзинного фильтра подойдет конкретная пластина, а для какого — нет, и предложить альтернативу. Это уровень доверия, который строится годами.
Будущее — в композитах и аддитивных технологиях?
Сейчас много говорят о 3D-печати металлических фильтров. Пробовали. Пока для серийного производства порошковая спеченная пластина остаётся вне конкуренции по соотношению цена/производительность/стабильность. Аддитивные технологии дают фантастическую свободу формы, но пористость получается слишком нерегулярной, а стоимость — высокой.
Более реалистичный путь — это развитие композитных пластин. Например, спечённый каркас из нержавеющей стали с тонким функциональным слоем другого материала (титан, никель) со стороны входа среды. Это позволяет сочетать прочность и коррозионную стойкость. Мы ведём такие эксперименты, но пока это штучные решения для особых задач.
Основной же фокус остаётся на совершенствовании классического процесса. Цель — не просто сделать пластину, а сделать её предсказуемой в работе на протяжении всего срока службы фильтра. Ведь в конечном счёте, клиенту важен не сам материал, а гарантия того, что его система будет работать без сбоев. И здесь вся цепочка — от гранулометрии порошка до финальной сварки картриджа — должна быть под абсолютным контролем. Как раз этим мы и занимаемся, производя не просто фильтры, а работающие технологические решения.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Порошковый спеченный фильтрующий элемент из сплава Monel 400
Порошковый спеченный фильтрующий элемент из сплава Monel 400 -
 Сдвоенное колесо с тормозом
Сдвоенное колесо с тормозом -
 Тяжелое амортизирующее колесо
Тяжелое амортизирующее колесо -
 Порошковый спеченный фильтрующий элемент
Порошковый спеченный фильтрующий элемент -
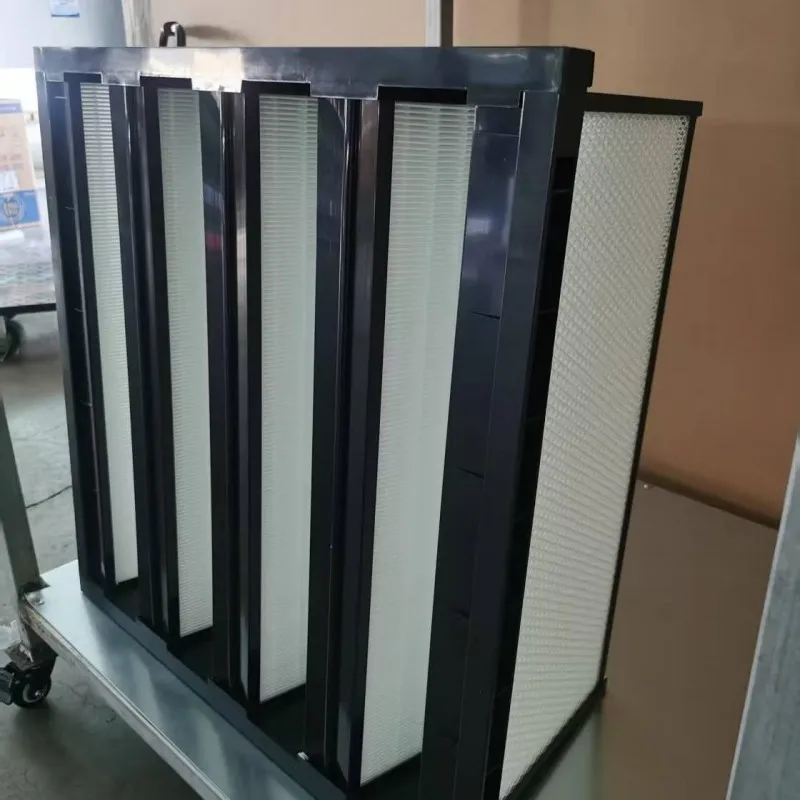 HEPA-фильтр
HEPA-фильтр -
 Мешочный фильтр в нержавеющем корпусе
Мешочный фильтр в нержавеющем корпусе -
 Колесо из полиуретана
Колесо из полиуретана -
 Прецизионный фильтр безопасности
Прецизионный фильтр безопасности -
 Фильтрующий элемент для удаления пыли из воздуха
Фильтрующий элемент для удаления пыли из воздуха -
 Порошковая спеченная пластина
Порошковая спеченная пластина -
 Порошковые спеченные изделия на заказ
Порошковые спеченные изделия на заказ -
 Легкое бесшумное колесо
Легкое бесшумное колесо
Связанный поиск
Связанный поиск- телега на резиновых колесах
- фильтр конический защитный ck 700
- мешочный фильтр bfh 2
- колесо поворотное без тормоза
- колеса для лыжероллеров полиуретановые
- колеса полиуретановым ободом
- колесо поворотное болтовым креплением
- фильтр конический сетчатый
- колесо поворотное для мебели 50 мм
- колеса с тормозом поворотные для кресла