+86-15031821201

-


-


-


-
-


WhatsApp

-
WeChat


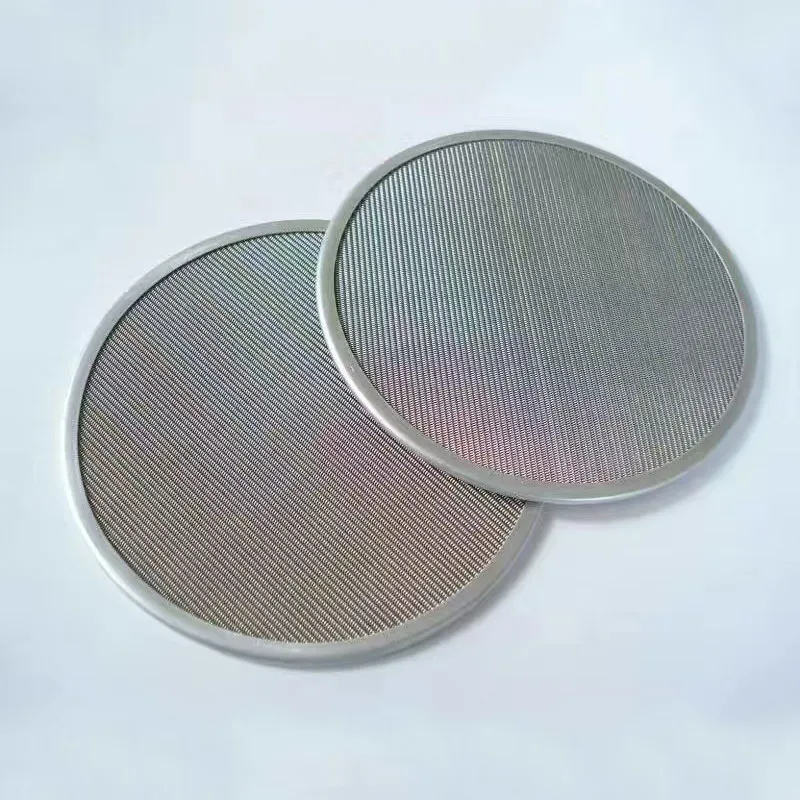
Фильтровальный диск из нержавеющей стали
Когда говорят про фильтровальные диски из нержавейки, многие сразу думают про марку стали — 304 или 316. Но за годы работы с фильтрами понял, что это только верхушка айсберга. Гораздо чаще проблемы возникают не из-за материала, а из-за конструкции: как именно выполнена перфорация, какой тип переплетения сетки, как диск вваривается в корпус. Видел десятки случаев, когда диск из отличной AISI 316L выходил из строя быстрее, чем более простая деталь, но с грамотно рассчитанной геометрией ячеек. Особенно это касается вязких сред или сред с абразивными включениями.
Не просто 'дырки в металле': конструкция и её подводные камни
Возьмём, к примеру, стандартный диск для фильтра-грязевика. Казалось бы, что тут сложного — лист нержавейки с лазерной резкой. Но если отверстия сделать просто в шахматном порядке, без учёта направления потока, уже через пару месяцев может начаться подрыв кромок. Поток 'подрезает' металл. Поэтому хорошие производители, вроде ООО Хэбэй Ханьдинлун Технолоджи, делают не просто перфорацию, а формируют своеобразную 'воронку' на каждом отверстии, чтобы поток плавно обтекал кромку. Это видно невооружённым глазом, если положить рядом два диска от разных поставщиков.
Ещё один момент — толщина диска и диаметр отверстий. Частая ошибка — пытаться увеличить пропускную способность за счёт большего количества дыр на тонком листе. В итоге диск работает как сито, но не выдерживает перепадов давления, особенно гидроударов. В одном из наших проектов для химического цеха пришлось менять такие диски дважды за год, пока не перешли на вариант с меньшей, но более точной перфорацией на толстом листе. Пропускная способность в итоге даже выросла — за счёт того, что отверстия не деформировались и не забивались.
И конечно, сварка. Место крепления диска к фланцу или корпусу — критическая зона. Если шов выполнен без подгара, с правильным притуплением кромок, он проживёт долго. Если же там есть непровары или, наоборот, прожоги, коррозия начнётся именно в зоне термического влияния. На сайте hbhdl.ru в разделе продукции видно, что они уделяют этому внимание — швы на фотографиях ровные, без цветов побежалости, что косвенно говорит о контроле за режимом сварки в аргоне.
Марка стали: где действительно нужна 316L, а где можно сэкономить
Тут много мифов. Многие заказчики требуют 316L для всех сред подряд, 'чтобы наверняка'. Но эта сталь дорогая, и её применение не всегда оправдано. Для обычной технической воды, масел без агрессивных присадок, некоторых нейтральных газов вполне хватает AISI 304. Ключевое — содержание хлоридов. Если в среде есть даже следы хлоридов, особенно при повышенных температурах, то 304 сталь быстро покажет точечную коррозию. 316L с молибденом здесь незаменима.
Но есть нюанс. Даже 316L не спасёт, если среда содержит, скажем, серную кислоту определённой концентрации или сильные окислители. Тут уже нужно смотреть в сторону сплавов типа Hastelloy. Однажды был случай на производстве удобрений: поставили диски из 316L в линию с аммиачной селитрой. Казалось бы, всё по паспорту подходит. Но через полгода появились трещины. Оказалось, в процессе был периодический контакт с промывочными растворами на основе хлорной извести, о котором технологи умолчали. Спасло только полное перепроектирование узла с другим материалом.
Поэтому при подборе фильтровального диска из нержавеющей стали всегда нужно запрашивать не просто 'среду', а полный химический состав, с пиковыми значениями температуры и давления. Компании, которые серьёзно занимаются фильтрами, как ООО Хэбэй Ханьдинлун Технолоджи, обычно предоставляют подробные анкеты для заявки. Это не бюрократия, а необходимость. Их профиль — изготовление металлических фильтров и фильтровальных материалов, и они знают, что без этих данных можно легко ошибиться.
Практика монтажа и обслуживания: о чём не пишут в каталогах
В каталогах всё красиво: диск установлен, поток идёт, фильтрация работает. В реальности монтажники могут затянуть крепёжные шпильки с разным усилием, перекосить фланец, или установить диск задом наперёд (да, и такое бывает, если конструкция асимметричная). Это ведёт к протечкам и кавитации. Мы всегда рекомендуем клиентам проводить хотя бы визуальный контроль монтажа по паспорту изделия. У того же Ханьдинлун в паспортах на фильтры обычно есть схема с указанием моментов затяжки.
Обслуживание — отдельная тема. Обратная промывка — спасение для многих систем, но для нержавеющих дисков с тонкой перфорацией слишком высокое давление при промывке может быть губительным. Ячейки деформируются. Лучше чаще, но при штатном давлении. Для очистки от органических отложений иногда эффективнее не химия, а пар, но опять же — нужно знать предельную температуру для конкретной марки стали, чтобы не вызвать межкристаллитную коррозию.
Замена диска — операция, кажущаяся простой. Но если диск прикипел, его нельзя просто сдёргивать ломом. Повредится посадочное место в корпусе. Нужен прогрев, специальные съёмники. Видел, как на мясоперерабатывающем комбинате из-за спешки сорвали паз, и весь фильтр-корзину пришлось менять, а не просто диск. Простой линии обошёлся дороже, чем все сэкономленные на фильтрах деньги.
Специфические применения: не только жидкости
Чаще всего говорят о фильтрации жидкостей. Но фильтровальные диски из нержавеющей стали отлично работают и в газовых средах. Например, в пневмотранспорте для отсева крупных частиц из потока сжатого воздуха. Здесь критична не только коррозионная стойкость, но и усталостная прочность от постоянных пульсаций давления. Диск должен быть жёстким.
Ещё один интересный кейс — использование в качестве опорных или распределительных решёток внутри колонных аппаратов, например, в десорберах. Тут диск работает не как фильтр в чистом виде, а как конструктивный элемент, но требования к точности изготовления и прочности даже выше. Отверстия должны обеспечивать равномерное распределение потока по всему сечению колонны. Неравномерность приведёт к каналообразованию и резкому падению КПД аппарата.
В таких случаях стандартные решения из каталога могут не подойти. Нужно проектирование под задачу. И здесь как раз важно работать с производителем, который имеет опыт в изготовлении нестандартных фильтрующих элементов, а не просто штампует типовые детали. Судя по ассортименту на hbhdl.ru, где указаны свечные, мешочные, корзинные фильтры и различные элементы, у них есть технологическая база для таких штучных заказов.
Цена, качество и логистика: взгляд из цеха
Цена диска складывается не только из стоимости нержавеющего листа. Дорого стоит точная лазерная или плазменная резка, дорого стоит контроль каждой партии (хотя бы выборочный), дорого стоит правильная упаковка, чтобы кромки не повредились при перевозке. Если предлагают диски по цене металлолома — это повод насторожиться. Скорее всего, резали на устаревшем оборудовании, не сняли заусенцы, не проверили геометрию.
Качество можно грубо оценить по кромке отверстия. Она должна быть чистой, без оплавлений и окалины. Если есть окалина — значит, резали на воздухе, без азота или аргона, и коррозионная стойкость в этой зоне уже снижена. Вес диска тоже показатель: если он заметно легче, чем аналогичный от проверенного поставщика, возможно, использована более тонкая сталь или меньшая плотность перфорации.
Что касается логистики от китайских производителей, типа ООО Хэбэй Ханьдинлун Технолоджи, то тут главный риск — время. Металлические фильтры — не мелкая посылка, их везут морем. Нужно закладывать время на доставку и таможню. Зато часто выигрыш в цене при больших объёмах значительный. Главное — чётко согласовать все техусловия и иметь образец-эталон, чтобы свериться при приёмке. Их статус производственного предприятия, специализирующегося именно на этой продукции, обычно означает, что с техзаданием они работают внимательно, и брак меньше шансов попасть в партию.
В итоге, выбор фильтровального диска — это всегда компромисс между стоимостью, сроком службы и условиями работы. Нет универсального решения. Но если понимать, на что смотреть помимо марки стали, и работать с поставщиком, который вникает в детали процесса, а не просто продаёт железки, то можно получить надёжный узел, который не будет головной болью на годы вперёд. Именно такие детали, как грамотно сделанный фильтровальный диск, часто определяют бесперебойность всей технологической линии.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Порошковый спеченный аэрационная головка
Порошковый спеченный аэрационная головка -
 Фильтровальный диск из спеченной металлической сетки
Фильтровальный диск из спеченной металлической сетки -
 Мешочный фильтр в нержавеющем корпусе (дизель/бензин)
Мешочный фильтр в нержавеющем корпусе (дизель/бензин) -
 Фильтрующий элемент для балластной воды судов
Фильтрующий элемент для балластной воды судов -
 Порошковая спеченная пластина
Порошковая спеченная пластина -
 Колесо из полиуретана
Колесо из полиуретана -
 Перфорированные сетки из нержавеющей стали
Перфорированные сетки из нержавеющей стали -
 Самоочищающийся фильтр из нержавеющей стали
Самоочищающийся фильтр из нержавеющей стали -
 Пластины из проволочной сетки
Пластины из проволочной сетки -
 Клиновидный проволочный фильтрующий элемент
Клиновидный проволочный фильтрующий элемент -
 Гофрированный сетчатый фильтрующий элемент
Гофрированный сетчатый фильтрующий элемент -
 Фильтр средней очистки
Фильтр средней очистки
Связанный поиск
Связанный поиск- колесо полиуретановое 70 мм
- фильтрующий элемент воздушного фильтра 238н 1109080в3
- колесо 50мм поворотное с тормозом
- колесо промышленное поворотное 125 с тормозом
- колесо большегрузное 100 мм поворотное
- колесо поворотное полиуретановое 160мм 350кг
- элемент фильтрующий воздушный дт 75м 1109560а
- колесо поворотное и 125 мм
- колесо поворотное болтовым креплением
- колесо усиленное поворотное 160 40 80