+86-15031821201

-


-


-


-
-


WhatsApp

-
WeChat


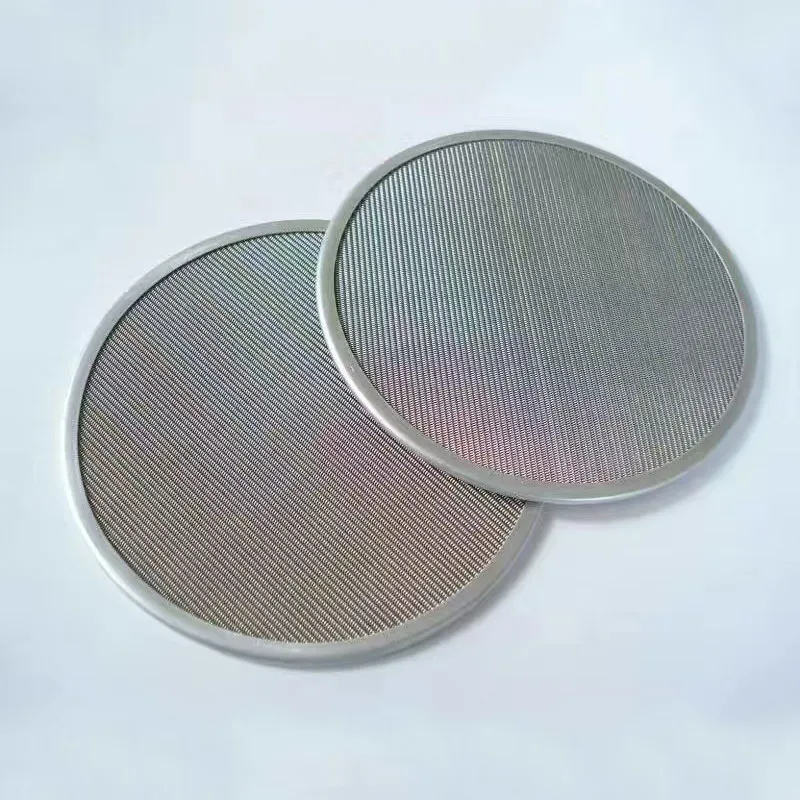
Фильтрующая сетка с краевой обмоткой
Когда говорят про фильтрующую сетку с краевой обмоткой, многие сразу думают о простой окантовке проволокой. На деле же — это часто самое слабое, но критически важное место во всем фильтрующем элементе. Именно здесь, на стыке сетки и каркаса, чаще всего начинаются проблемы: разлохмачивание, разрыв, проскок среды. И именно качество этой обмотки определяет, проработает ли сетка свой ресурс или выйдет из строя досрочно. По своему опыту скажу: разница между 'просто обмотано' и 'обмотано правильно' — это разница между гарантийным случаем и многолетней бесперебойной работой.
Что скрывается за термином 'краевая обмотка'?
Если отбросить маркетинг, то технически это способ закрепления полотна фильтровальной сетки на опорном каркасе (чаще всего, перфорированной трубке) путем плотной навивки по краю специальной проволоки. Цель — создать монолитное соединение, которое выдержит перепады давления, вибрацию и постоянный поток рабочей среды. Ключевое слово — 'монолитное'. Это не просто прижатие, а именно формирование единого узла.
Здесь сразу встает вопрос материала. Проволока для обмотки — это не та же самая, что и для сетки. Она должна быть более пластичной, чтобы плотно обжимать, но при этом иметь коррозионную стойкость не ниже, а желательно — выше, чем у сетки. Частая ошибка — экономия на этом компоненте. Ставится обычная нержавейка, в то время как сетка — никелевый сплав. В агрессивной среде обмотка корродирует первой, ослабляет хватку, сетка 'сползает' с каркаса. Видел такое на фильтрах для горячего щелока.
И еще нюанс — профиль проволоки. Круглая — классика, но она может 'прорезать' край сетки при чрезмерном натяжении. Некоторые производители, вроде ООО Хэбэй Ханьдинлун Технолоджи, используют проволоку с уплощенным сечением или даже специального профиля. Это увеличивает площадь контакта и снижает пиковые нагрузки на ячейки сетки у края. На их сайте, кстати, в описании продукции этот момент часто акцентирован, и не зря — это практическое знание, выросшее из отказов.
Процесс обмотки: где кроется 'дьявол'
Автоматическая навивка выглядит просто: каркас вращается, проволока подается и наматывается. Но контроль качества — это полностью ручная, почти ювелирная работа. Натяжение — самый главный параметр. Слабое — и обмотка болтается, под нее будет забиваться продукт, возникнет кавитация. Слишком сильное — деформируется край сетки, рвутся крайние нити, образуется 'бахрома'.
Мы как-то получили партию сеток от одного поставщика, где обмотка была идеальной на вид. Но в полевых условиях, после полугода работы в гидросистеме, начался массовый отказ. Разборка показала: проволока была намотана с переменным шагом и неравномерным натяжением. В местах слабого натяга под обмотку набилась микростружка, которая сыграла роль абразива и перетерла и сетку, и саму проволоку. Автомат, видимо, сбивался, а выходной контроль это не отловил.
Отсюда вывод: хорошая фильтрующая сетка с краевой обмоткой — это всегда визуальный и тактильный контроль каждого экземпляра. Нужно провести пальцем по стыку — не должно быть заусенцев, 'прогибов' сетки под проволокой. Постучать — не должно быть дребезжания. Это та операция, которую не заменят никакие сертификаты.
Сетка и обмотка: вопрос совместимости
Не всякую сетку можно качественно обмотать. Многослойные, композитные полотна — отдельная история. Если у тебя, допустим, трехслойный 'сэндвич' из сеток разной тонкости, то край такого пакета — это уже объемная конструкция. Обмотать его стандартной проволокой — значит, сдавить внутренние слои, нарушив их геометрию и фильтрующие свойства.
Для таких случаев применяют предварительную подготовку края — иногда его спекают, иногда прошивают тонкой нитью, формируя плотный бортик, который уже потом обматывают. Это дороже, но для ответственных применений, например, в фармацевтике или тонкой химии — необходимо. Упомянутая ранее компания ООО Хэбэй Ханьдинлун Технолоджи в своем ассортименте имеет такие решения, особенно для свечных и корзинных фильтров высокой точности. Их технологи, с которыми доводилось общаться, справедливо отмечают, что подготовка края — это 70% успеха всей последующей обмотки.
Еще один момент — сварка концов обмотки. Часто их просто откусывают и оставляют. Острый торец — это концентратор напряжения и потенциальный источник металлического включения в продукт. Правильно — это загнуть конец внутрь витков или аккуратно приварить точечной сваркой к предыдущему витку. Мелочь? Да. Но именно такие мелочи отличают изделие, которое просто сделано, от того, которое продумано.
Полевые испытания: где теория встречается с реальностью
Можно привести пример из практики с цементным производством. Там использовались фильтры-грязеуловители с сеткой на входе в насосы. Сетка была с обычной обмоткой. Проблема была не в забивании, а в эрозии. Поток пульпы с абразивными частицами бил постоянно в одну зону — как раз в место перехода от обмотки к открытой сетке. Через 3-4 месяца этот край приходил в негодность: проволока стачивалась, сетка рвалась.
Решение родилось не сразу. Пробовали ставить более толстую проволоку — помогало ненамного. В итоге, совместно с инженерами, пришли к варианту с двойной обмоткой: первая, базовая, фиксирует сетку, а вторая, более толстая и износостойкая, наматывается поверх, формируя защитный 'буферный' пояс. Это увеличило срок службы узла в разы. Такие кастомизированные решения — как раз то, чем часто занимаются производители, глубоко погруженные в тему, как ООО Хэбэй Ханьдинлун Технолоджи. Их сайт https://www.hbhdl.ru — это, по сути, каталог не просто продуктов, а решений под разные 'боли'.
Другой кейс — пищевое производство, растительное масло. Там критична чистота, никаких посторонних вклющений. После мойки CIP-раствором на одной из линий начали находить микрочастицы металла. Источником оказалась как раз краевая обмотка на нескольких фильтрах. Щелочной раствор вызвал межкристаллитную коррозию в месте сварки кончика проволоки. Частицы откалывались и уносились потоком. Пришлось менять всю партию на сетки с обмоткой из проволоки другого сплава и с иным способом фиксации концов. Это был дорогой урок о том, что условия эксплуатации диктуют материалы.
Вместо заключения: на что смотреть при выборе?
Итак, если резюмировать разрозненные мысли, то при оценке фильтрующей сетки с краевой обмоткой я всегда смотрю на три вещи, помимо основных параметров самой сетки. Первое — равномерность обмотки. Виток к витку, без просветов и 'горбов'. Второе — состояние края сетки под обмоткой. Он должен быть четким, без вырванных ячеек или бахромы. Третье — обработка концов проволоки. Они должны быть надежно спрятаны или приварены, ничто не должно цепляться.
Работа с надежным поставщиком, который понимает функциональность этого узла, а не рассматривает его как формальность, снимает львиную долю проблем. Когда производитель, такой как ООО Хэбэй Ханьдинлун Технолоджи, позиционирует себя как специалист по металлическим фильтрам и материалам, от свечных до корзинных, важно, чтобы это знание проецировалось и на такие, казалось бы, второстепенные детали, как обмотка. Потому что в фильтрации мелочей не бывает.
В конечном счете, качественная краевая обмотка — это признак уважения производителя к своему изделию и к клиенту. Это молчаливая гарантия того, что сетка отработает именно там, где должна, — внутри фильтра, а не в виде брака в отчете или внепланового простоя на линии.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Мешочный фильтр в нержавеющем корпусе
Мешочный фильтр в нержавеющем корпусе -
 Порошковые спеченные фильтрующие элементы по спецзаказу
Порошковые спеченные фильтрующие элементы по спецзаказу -
 Фильтрующий элемент высокой производительности
Фильтрующий элемент высокой производительности -
 Перфорированные сетки из нержавеющей стали
Перфорированные сетки из нержавеющей стали -
 Порошковый спеченный фильтрующий элемент из стали 310S
Порошковый спеченный фильтрующий элемент из стали 310S -
 Порошковый фильтрующий элемент из меди
Порошковый фильтрующий элемент из меди -
 Легкое полиуретановое колесо
Легкое полиуретановое колесо -
 HEPA-фильтр
HEPA-фильтр -
 Фильтрующие колпачки и патроны из проволочной сетки
Фильтрующие колпачки и патроны из проволочной сетки -
 Фильтрующий элемент для балластной воды судов
Фильтрующий элемент для балластной воды судов -
 Тяжелое амортизирующее колесо
Тяжелое амортизирующее колесо -
 Прецизионный фильтр безопасности
Прецизионный фильтр безопасности
Связанный поиск
Связанный поиск- колесо промышленное поворотное 100 мм
- 4320 3407359 элемент фильтрующий сетчатый
- колесо большегрузное поворотное scp 42
- Фильтр
- фильтр мешочного типа bfl 1
- элемент фильтрующий воздушный газ 3310
- колесо мебельное поворотное 40 мм
- колесо поворотное полиуретановое 160мм 350кг
- колесо поворотное m12
- колесо поворотное 160 мм