+86-15031821201

-


-


-


-
-


WhatsApp

-
WeChat


фильтрующий элемент воздушного фильтра компрессора
Когда говорят про фильтрующий элемент воздушного фильтра компрессора, многие сразу думают о бумажных картриджах — и это первая ошибка. В реальности, особенно на промышленных объектах, всё упирается в материал и конструкцию. Я сам долго считал, что главное — это степень очистки по паспорту, пока не столкнулся с тем, что элемент, заявленный как тонкой очистки, на деле ?задыхался? через 200 моточасов в условиях высокой влажности. Оказалось, что пропитанная целлюлоза — не панацея, а в некоторых случаях синтетическое волокно или даже многослойная металлическая сетка работают в разы стабильнее. Вот об этих нюансах, которые в каталогах часто не пишут, и стоит поговорить.
Не только бумага: материалы, которые мы недооценивали
Классика — это, конечно, гофрированная фильтровальная бумага с разной пропиткой. Но в цехах, где в воздухе есть масляный туман или пары растворителей, эта бумага быстро теряет форму и ?слеживается?. Помню, на одном из деревообрабатывающих комбинатов постоянно жаловались на падение давления после фильтра. Заменили стандартные картриджи на элементы с слоем синтетического нетканого полотна — проблема ушла. Ключевое отличие — в гидрофобности. Синтетика не так боится влаги, а значит, и ресурс в неидеальных условиях выше.
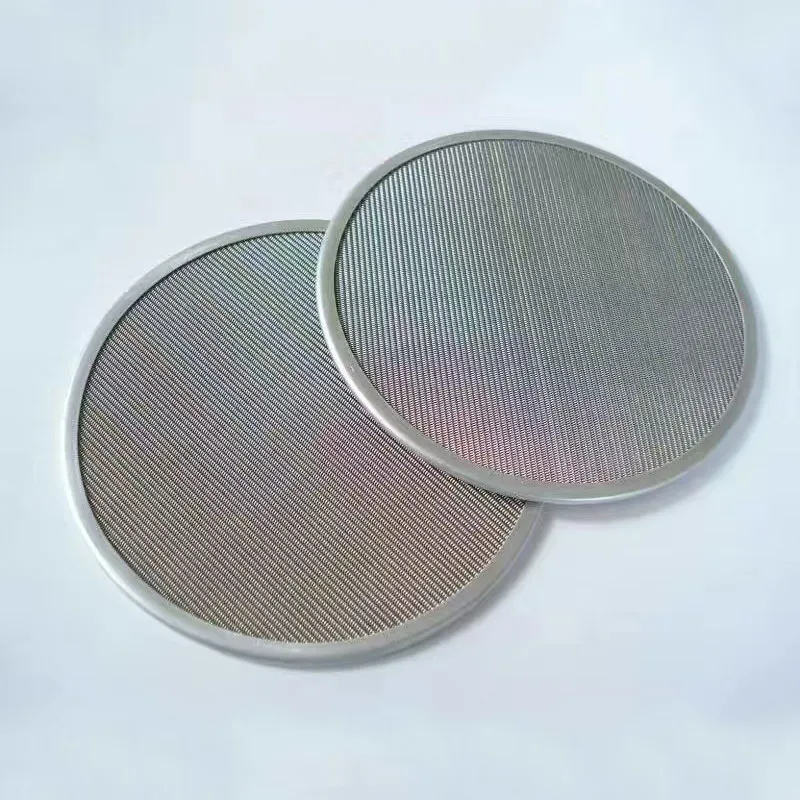
Отдельная история — это металлические фильтрующие элементы. Многие относятся к ним скептически, мол, для тонкой очистки не годятся. Но это если говорить о простой сетке. Сейчас есть технологии спеченного металлического волокна или многослойной намотки, которые дают и высокую грязеёмкость, и стабильность перепада давления. Например, у ООО Хэбэй Ханьдинлун Технолоджи в ассортименте как раз есть такие решения — не просто сетка, а структурированные элементы, которые можно регенерировать. Для компрессоров, работающих в запылённых условиях (скажем, на стройплощадках), это иногда единственный экономичный вариант.
А вот стекловолокно — материал капризный. Да, степень очистки отличная, но механическая прочность низкая. Один неаккуратный монтаж — и микротрещины по торцу гарантированы. Через них пойдёт неочищенный воздух, и весь смысл фильтрации теряется. Поэтому сейчас чаще идёт комбинирование: первый слой — для предварительной грубой очистки (часто тот же металл или прочный полиэстер), второй — для тонкой. И вот этот ?бутерброд? как раз и есть тот самый эффективный фильтрующий элемент воздушного фильтра компрессора, а не просто сменный картридж.
Конструкция: почему форма имеет значение
Гофра — это не просто для увеличения площади. От шага гофрирования и высоты ?волны? напрямую зависит, как будет распределяться воздушный поток и где будет оседать основная масса пыли. Если гофра слишком частая, элемент быстрее забивается по фронтальной части, если слишком редкая — не используется весь объём материала. Идеальный вариант — это переменный шаг, но такие элементы дороже в производстве. На практике часто идут на компромисс: для относительно чистых помещений берут с частой гофрой, для запылённых — с более крупной и, как правило, с предварительным слоем-предфильтром.
Очень важен способ герметизации торцов. Дешёвые элементы часто просто заливают полиуретановым компаундом. Со временем от вибраций и перепадов температур этот компаунд может отслоиться от металлической обечайки. Появится щель — и всё, фильтр ?в обход?. Более надёжный метод — это термосварка или пайка металлической сетки/каркаса с торцевой крышкой. Именно на такой технологии сделаны, к слову, многие фильтры от ООО Хэбэй Ханьдинлун Технолоджи. Проверял лично: даже после нескольких циклов импульсной продувки завальцовка держится намертво.
Часто забывают про уплотнительное кольцо. Резина бывает разная. В условиях мороза или, наоборот, в жарком цеху стандартная резина дубеет или ?плывёт?. Уплотнение нарушается. Поэтому для спецусловий нужно смотреть на материал кольца — часто это силикон или фторкаучук. Мелочь? Нет. Именно из-за неё случаются подсосы нефильтрованного воздуха, которые потом выливаются в износ колец компрессора.
Ресурс и его реальные враги
Паспортный ресурс — это для идеальных лабораторных условий. В жизни всё сокращает три фактора: влажность, масляный аэрозоль и циклические нагрузки. Высокая влажность склеивает мелкую пыль в плотную корку на входе в элемент. Масло, если есть унос из компрессора, действует как клей, особенно для целлюлозных материалов. А частые пуски-остановки ведут к конденсации влаги внутри корпуса фильтра. Поэтому самый важный совет — ставить влагоотделитель перед фильтром тонкой очистки, если есть малейший риск.
Контроль перепада давления — это святое. Но манометры или датчики часто ставят с задержкой или не калибруют. Видел ситуацию, когда оператор ориентировался на показания, а элемент уже был в плачевном состоянии — просто датчик завышал значения. Лучше всего комбинировать: электронный контроль плюс визуальный осмотр при плановом ТО. Если на поверхности элемента видна неравномерная загрязнённость (одна сторона чище другой) — это уже сигнал о проблемах с распределением потока в корпусе.
Попытки ?продлить жизнь? промывкой или продувкой под высоким давлением чаще всего убивают элемент окончательно. Промывка водой или растворителем разрушает пропитку и клеевые швы. Продувка изнутри наружу, если она не предусмотрена конструкцией (как у некоторых картриджей с жёстким каркасом), просто рвёт материал. Для многоразовых металлических элементов продувка возможна, но строго по инструкции и с определённым давлением. Информацию об этом обычно можно уточнить у производителя, например, на сайте hbhdl.ru для их продукции есть такие рекомендации.
Выбор и типичные ошибки при замене
Самая распространённая ошибка — брать ?аналоги? по внешним размерам. Габариты могут совпадать, а вот высота гофры или площадь фильтрующей поверхности — нет. В итоге штатный элемент работал 4000 часов, а ?аналог? забивается за 2000. Перепад давления растёт, компрессор тратит лишнюю энергию на преодоление сопротивления. Экономия на элементе оборачивается перерасходом на электричестве.
Вторая ошибка — игнорировать условия всасывания. Если воздухозабор стоит в плохом месте (скажем, рядом с выхлопом или в пыльном углу), даже самый лучший элемент не спасёт. Нужно либо переносить точку забора, либо ставить дополнительный фильтр грубой очистции (циклон, матерчатый предфильтр). Это не увеличивает, а наоборот, продлевает жизнь основному фильтрующему элементу.
И третье — не обращать внимание на производителя и его специализацию. Фирма, которая делает всё подряд, редко даёт оптимальное решение для конкретной задачи. Узкоспециализированные предприятия, вроде ООО Хэбэй Ханьдинлун Технолоджи, которая фокусируется на металлических фильтрах и материалах, обычно глубже прорабатывают именно инженерную часть. Их продукция — это не просто ?сетчатый цилиндр?, а расчётная конструкция под определённую пропускную способность и тип загрязнителя. Это видно по тому, как они разделяют свои продукты: свечные, мешочные, корзинные фильтры — у каждого своя ниша.
Неочевидные связи: как фильтр влияет на всё остальное
Казалось бы, элемент стоит в начале цепочки, но его состояние бьёт по всему тракту. Забитый фильтр — это повышенное разрежение на всасывании. Компрессор начинает работать с большей нагрузкой, чтобы обеспечить нужное давление на выходе. Растёт температура, ускоряется износ колец и клапанов. В итоге ремонт обходится в разы дороже, чем своевременная замена нескольких фильтров.
Ещё один момент — это влияние на осушитель воздуха (если он стоит после компрессора). Если из-за плохой фильтрации в систему попадает абразивная пыль, она оседает на адсорбенте в осушителе, резко снижая его эффективность. Влажный воздух идёт дальше по пневмолинии, корродирует трубы, заклинивает пневмоцилиндры. Поэтому экономия на фильтре — это мина замедленного действия для всей пневмосистемы.
И последнее, о чём редко думают — это утилизация. Особенно промасленных элементов. Их нельзя просто выбросить в мусор. Нужно либо сдавать как опасные отходы, либо использовать многоразовые решения, которые можно восстанавливать. Вот здесь как раз и выходит на первый план вопрос о выборе в пользу моющихся металлических элементов. Да, их первоначальная стоимость выше, но за весь жизненный цикл, особенно для мощных компрессоров, они часто оказываются выгоднее, не говоря уже об экологическом аспекте. На этом, кстати, делает акцент и производство ООО Хэбэй Ханьдинлун Технолоджи в своих материалах — долговечность и возможность регенерации.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Порошковая спеченная пластина
Порошковая спеченная пластина -
 Многослойная спеченная металлическая фильтровальная сетка
Многослойная спеченная металлическая фильтровальная сетка -
 Клиновидный проволочный фильтрующий элемент
Клиновидный проволочный фильтрующий элемент -
 Легкое бесшумное колесо
Легкое бесшумное колесо -
 Порошковый спеченный фильтрующий элемент
Порошковый спеченный фильтрующий элемент -
 Тяжелое амортизирующее колесо
Тяжелое амортизирующее колесо -
 Конический корзинный сетчатый фильтр-патрон
Конический корзинный сетчатый фильтр-патрон -
 Сдвоенное колесо с тормозом
Сдвоенное колесо с тормозом -
 Порошковые спеченные изделия на заказ
Порошковые спеченные изделия на заказ -
 Пластины из проволочной сетки
Пластины из проволочной сетки -
 Фильтрующий элемент для балластной воды судов
Фильтрующий элемент для балластной воды судов -
 Порошковый фильтрующий элемент из меди
Порошковый фильтрующий элемент из меди
Связанный поиск
Связанный поиск- колесо пневмо поворотное
- полиуретановое колесо 3.25 3.00
- колесо для стола трансформера поворотное
- мешочные фильтры 5 мкм
- колеса мебельные поворотные с тормозом
- колеса поворотные для тележек 125 мм
- Мешочный фильтр в нержавеющем корпусе
- мотор колесо поворотное вокруг оси
- колесо промышленное поворотное усиленное
- колесо промышленное поворотное sc 63