+86-15031821201

-


-


-


-
-


WhatsApp

-
WeChat


фильтр сетчатый фильтрующий элемент
Когда говорят ?фильтр сетчатый фильтрующий элемент?, большинство сразу представляет сетку, её размер, материал — и на этом часто останавливаются. Но на практике, если вы сталкивались с реальной эксплуатацией, знаете, что ключевые проблемы начинаются как раз после этого первого шага. Сам по себе фильтр сетчатый фильтрующий элемент — это не просто кусок проволоки или перфорированного листа. Это узел, который должен работать в конкретной среде, под давлением, с учётом гидроударов, вибраций и, что немаловажно, возможности обслуживания или его полного отсутствия. Слишком много раз видел, как заказчик фокусируется только на ?микронах?, а потом получает разрыв по сварному шву или коррозию каркаса через полгода. Давайте разберёмся, на что действительно стоит смотреть.
Конструкция: где скрываются слабые места
Возьмём, к примеру, стандартный цилиндрический элемент. Казалось бы, всё просто: каркас, на него натянута или наварена сетка. Но каркас — это часто профильная труба или перфорированная гильза. Если он сделан из обычной стали без должной обработки кромок, острые края отверстий со временем просто разрежут сетку при пульсациях давления. Особенно это критично для тонких ячеек в 50 микрон и меньше. Приходилось вскрывать фильтры после аварийных остановок — и видеть именно это.
Ещё один момент — способ крепления сетки. Сварка, пайка, навивка. Для агрессивных сред или высоких температур сварной шов может стать очагом коррозии. Если же используется пайка, нужно точно знать состав припоя — он может не выдержать температуру процесса. Однажды столкнулся с ситуацией на тепловом пункте, где фильтрующие элементы на медной основе с мягким припоем ?поплыли? после сезонного роста температуры теплоносителя выше расчётной. Пришлось менять всю линейку на нержавейку со сваркой аргоном.
И, конечно, торцевые заглушки. Часто их делают слишком тонкими, экономя материал. Но именно на них приходится основная нагрузка при обратной промывке или гидроударе. Хорошая практика — усиливать заглушки рёбрами жёсткости или делать их толщиной минимум вдвое больше, чем стенка каркаса. Это не по ГОСТу, это по опыту.
Материалы: нержавейка нержавейке рознь
Все пишут ?нержавеющая сталь AISI 304/316?. Но качество поверхности — вот что определяет реальную стойкость и долговечность фильтр сетчатый фильтрующий элемент. Проволока или тканая сетка после изготовления часто имеют остатки технологических смазок, окалины. Если их не убрать травлением и пассивацией, эти участки станут центрами точечной коррозии. Особенно в хлоридных средах.
Был проект для морской воды. Заказали элементы из 316L, но поставщик (не наш, сторонний) сэкономил на финишной обработке. Через три месяца — первые свищи. При вскрытии увидели характерные рыжие потёки от очагов коррозии именно в местах переплетения проволок, где застряли технологические загрязнения. После этого на производстве у себя мы ввели обязательный контроль пассивации по ГОСТ 9.305 для всех элементов, идущих в химию или морскую среду.
Кстати, о производстве. Наша компания, ООО Хэбэй Ханьдинлун Технолоджи, как раз специализируется на металлических фильтрах и фильтровальных материалах. При изготовлении свечных, мешочных или корзинных фильтров мы сталкиваемся с этими нюансами постоянно. Информация о наших подходах есть на сайте https://www.hbhdl.ru, где можно увидеть, что продукция — это не просто штамповка, а расчёт под среду. Но вернёмся к материалам. Иногда для газа или пара имеет смысл смотреть не на нержавейку, а на никелевые сплавы, но это уже существенно дороже и требует серьёзного технико-экономического обоснования.
Геометрия ячейки и реальная тонкость фильтрации
Здесь главный миф: ?номинальная тонкость фильтрации равна размеру ячейки?. На деле всё сложнее. Для тканой сетки квадратного плетения частица, соизмеримая с размером ячейки, может пройти насквозь, если подойдёт под правильным углом. Для фильтрации твёрдых частиц часто важнее не абсолютный размер пор, а способность элемента удерживать грязь в объёме. Поэтому иногда эффективнее использовать многослойную навивку или сетки с разным размером ячеек в одном элементе — грубая внутри для жёсткости, тонкая снаружи.
Вспоминается кейс с системой оборотного водоснабжения на металлургическом комбинате. Задача была улавливать окалину. Поставили элементы с однородной сеткой на 100 мкм — быстро забивались, перепад давления рос катастрофически. Перешли на двухслойные элементы: несущий слой — сетка 300 мкм, рабочий — 80 мкм. Ресурс между промывками вырос в разы, потому что крупные частицы не забивали поверхность, а уходили вглубь.
Важный момент — точность изготовления ячейки. Если в партии сетки есть разброс, часть элементов будет ?слабым звеном?. Мы на входном контроле выборочно проверяем не только размер, но и равномерность плетения под микроскопом. Кажется, мелочь, но она спасает от рекламаций.
Эксплуатация: что не сказано в паспорте
Паспорт обычно даёт идеальные условия. В жизни — колебания расхода, скачки давления, человеческий фактор. Например, обратная промывка. Если для фильтр сетчатый фильтрующий элемент не предусмотрена конструкция, выдерживающая обратный поток, его может просто раздуть или разорвать. Особенно если промывку проводят сжатым воздухом. Всегда советую клиентам уточнять этот момент на стадии подбора.
Ещё одна частая проблема — неправильный монтаж. Элементы в корпусе должны быть затянуты с определённым моментом, чтобы обеспечить герметичность, но не деформировать уплотнение. Видел, как монтажники закручивали гайки ключом с удлинителем ?до упора? — в результате прокладка продавливалась, а фланец элемента трескался. Теперь в комплект поставки иногда включаем динамометрический ключ с настройкой для критичных применений.
И, конечно, вибрация. Если фильтр стоит на линии с насосом без должной амортизации, усталостные трещины в точках крепления сетки к каркасу — вопрос времени. Для таких случаев мы предлагаем элементы с дополнительными точками сварки или конструкцию с амортизирующими вставками. Это не стандарт, но зато работает.
Интеграция в систему: без чего фильтр — просто железяка
Самый совершенный фильтр сетчатый фильтрующий элемент бесполезен, если неправильно подобран корпус, нет датчиров перепада давления или не предусмотрена возможность извлечения без осушения всей линии. При проектировании системы фильтрации нужно заранее думать о сервисе. Был печальный опыт на нефтехимическом заводе: фильтры поставили в труднодоступном месте, без обводной линии. Для замены элемента приходилось останавливать установку на сутки. В итоге пересмотрели схему, добавили байпас и краны.
Ещё один аспект — совместимость с продуктом. Даже если элемент химически стоек, уплотнительные материалы (резина, фторопласт, графит) могут не подходить. Например, стандартная EPDM-прокладка несовместима с маслами. Нужно всегда запрашивать у клиента полный состав среды, включая возможные примеси.
В заключение скажу, что выбор фильтрующего элемента — это всегда компромисс между тонкостью фильтрации, гидравлическим сопротивлением, грязеёмкостью и стоимостью. Не бывает универсального решения. Нужно глубоко погружаться в условия работы. Наше предприятие, ООО Хэбэй Ханьдинлун Технолоджи, изготавливая корзинные, свечные и другие фильтры, всегда запрашивает максимум данных о среде и процессе. Только так можно избежать ошибок, которые потом обходятся дорого. И помните: надёжный фильтр — это тот, о котором в процессе эксплуатации забывают, потому что он просто работает.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Прецизионный фильтр безопасности
Прецизионный фильтр безопасности -
 Порошковый спеченный аэрационная головка
Порошковый спеченный аэрационная головка -
 Порошковые спеченные изделия на заказ
Порошковые спеченные изделия на заказ -
 Фильтрующие колпачки и патроны из проволочной сетки
Фильтрующие колпачки и патроны из проволочной сетки -
 Полипропиленовый фильтрующий элемент
Полипропиленовый фильтрующий элемент -
 Сдвоенное колесо с тормозом
Сдвоенное колесо с тормозом -
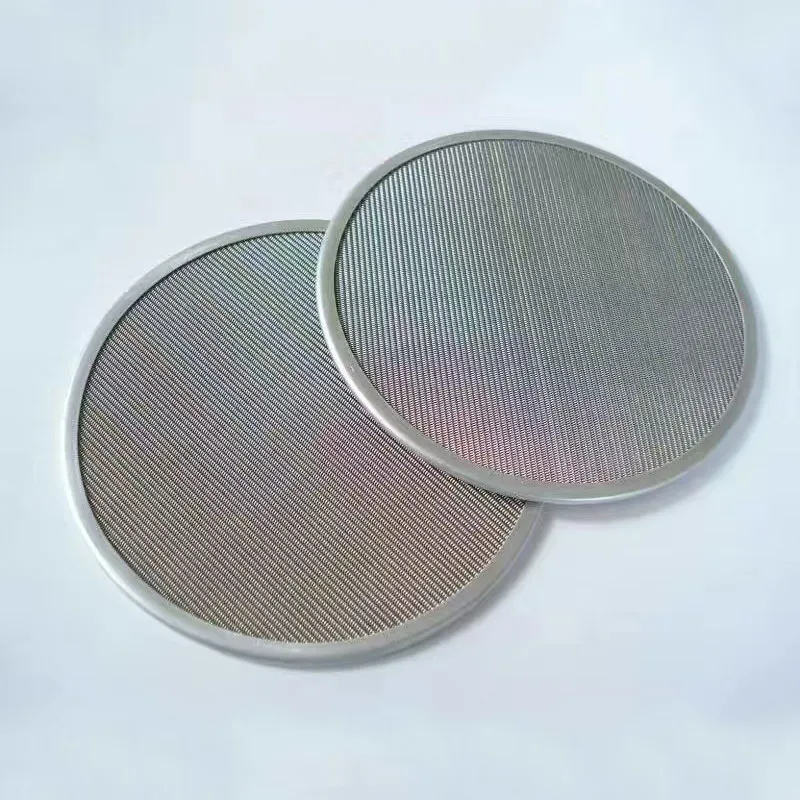 Пластины из проволочной сетки
Пластины из проволочной сетки -
 Порошковый спеченный фильтрующий элемент из стали 310S
Порошковый спеченный фильтрующий элемент из стали 310S -
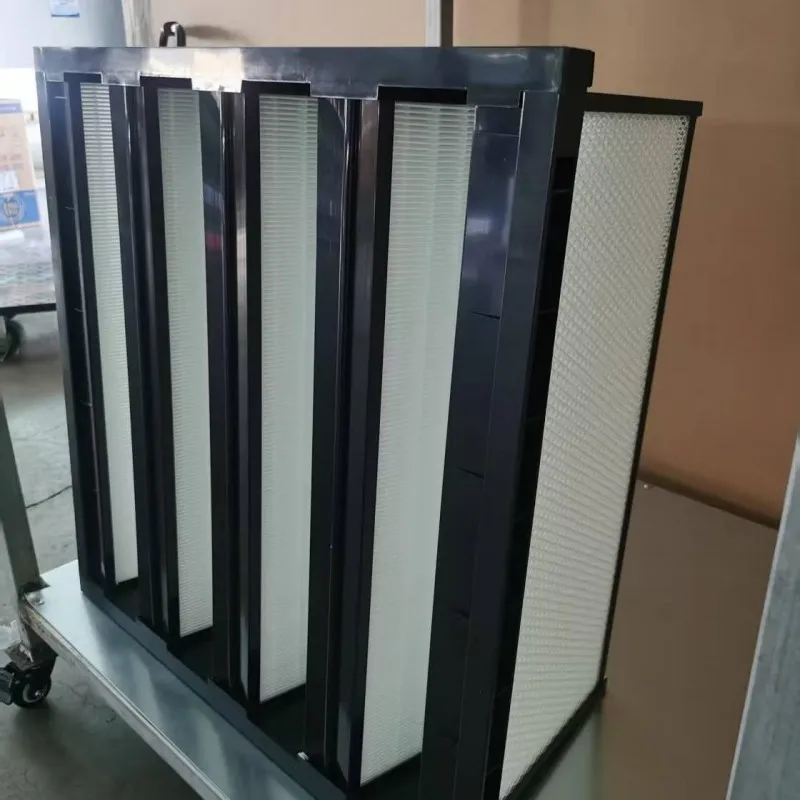 HEPA-фильтр
HEPA-фильтр -
 Пластина из спеченной сетки
Пластина из спеченной сетки -
 Порошковый спеченный фильтрующий элемент
Порошковый спеченный фильтрующий элемент -
 Самоочищающийся фильтр из нержавеющей стали
Самоочищающийся фильтр из нержавеющей стали
Связанный поиск
Связанный поиск- мешочный фильтр 1
- Складывающаяся фильтрующая сетка для систем кондиционирования воздуха
- Конический фильтрующий патрон
- колеса для столика поворотные
- самокат полиуретановые колеса
- колесо для тачки садовой резиновое
- колесо поворотное scp 63
- колесо поворотное 300 мм
- элемент фильтрующий воздушный зил 5301
- фильтр мешочный 100 мкм